
 Hogar
Hogar





Pegamento de primera calidad para paneles sándwich para unir ensamblajes de paneles sándwich
DESCRIPCIÓNFlexibond 8205HV es un adhesivo de poliuretano tixtrópico de dos componentes adecuado para unir madera, panel
Información básica.
| N º de Modelo. | flexibond 8205HV |
| Vida útil (resina) | 12 meses |
| Orígenes | Porcelana |
| Paquete | 25kg/5kg Cubo 1250kg/250kg Tambor |
| Mecanismo de curado | Adición de poli |
| El color después de mezclar | Amarillo claro |
| Resistencia a la cizalladura | ≥ 10MPa (aleación de aluminio) |
| Proporción de mezcla (por peso) | 5:1 |
| Solicitud | Automóvil |
| Facción de unión | Adhesivo de unión estructural |
| Paquete de transporte | Palets/Cubos |
| Especificación | Balde de 25 kg+5 kg, 1250 kg+250 kg/tambor |
| Marca comercial | bono flexible |
| Origen | Porcelana |
| Código hs | 3506919090 |
| Capacidad de producción | 30000 toneladas/año |
Descripción del Producto
DESCRIPCIÓNFlexibond 8205HV es un adhesivo de poliuretano tixtrópico de dos componentes adecuado para unir madera, paneles de fibra de vidrio, paneles de aluminio, paneles de acero, paneles sándwich de poliuretano y paneles de espuma de poliestireno. El adhesivo es adecuado para uniones verticales que requieren una alta tixotropía. El producto no contiene disolventes y es respetuoso con el medio ambiente.
VENTAJAS(1) Versión de alta viscosidad(2) Excelente adhesión a varios sustratos sin burbujas (3) Curado rápido, acorta el tiempo de prensado (4) Buena tixotropía, no se hunde (5) No forma gases irritantes (6) Resistente al calor y la humedad, Resistente al clima
FICHA TÉCNICA DE FLEXIBOND 8205HV/8200
| Datos técnicos | ||
| Componente A (Base) | Componente B (endurecedor) | |
| Mecanismo de curado | Adición de poli | |
| base química | Compuesto de hidroxilo múltiple | papi |
| Color | Blanco | Marrón |
| El color después de mezclar. | Amarillo claro | |
| Densidad (antes del curado) | 1,62g/cm3 | 1,2g/cm3 |
| V iscosidad | 30000-40000mpa. S | 200-300mpa. S |
| Viscosidad (después de mezclar) | 20000-30000mpa. S | |
| Proporción de mezcla (en peso) | 100 | 20 |
| Tiempo de aplicación (25) | 50-70 minutos | |
| Tiempo abierto (25) | 70-90 minutos | |
| Dureza orilla D (GB/T 531-2008) | alrededor de 70 | |
| Resistencia al corte (GB/T 7124-2008) | ≥ 10Mpa (aleación de aluminio) | |
| Vida útil (sin abrir por debajo de 25) | 12 meses | 6 meses |
APLICACIÓN(1) Preparación:Prepare un bidón vacío. Solicitud: limpio y seco. Herramienta de mezcla: Varillas para mezclar manual o batidora eléctrica. Balanza electrónica: Sería mejor si la balanza electrónica pudiera pesar con precisión hasta un punto decimal.
(2) Tratamiento Superficial de los Sustratos: Los sustratos deben estar limpios y secos y libres de grasa, polvo u otras contaminaciones. Los sustratos se pueden limpiar con etanol y acetona. Si la superficie del metal se recubre con una imprimación, se limpia el agente descargado sobre la superficie del plástico o se pule la superficie, la adherencia se puede aumentar significativamente.
(3) Flexibond 8205HV/Flexibond 8200=5:1 (por peso) Mezcle durante 1 o 2 minutos más después de que el color de dos componentes esté bien mezclado. Utilice la batidora lo antes posible antes de su vida útil, o se puede utilizar el principio de menor frecuencia.
(4) Recubrimiento adhesivo: El adhesivo se puede recubrir manualmente con raspadores dentados o con rodillos. El adhesivo debe cubrirse uniformemente sobre la superficie del sustrato. La dosis recomendada es de 300-600g/m2. La dosis varía con la rugosidad de la superficie del sustrato. El adhesivo debe recubrirse dentro de su vida útil. Las especificaciones se pueden consultar en la Figura 1.
(5) Prensado: Los sustratos que han sido recubiertos con adhesivo deben presionarse dentro del tiempo abierto, o la fuerza de adhesión se verá afectada. Aumente la presión de composición lo más alto posible sin afectar la formación del material. Las especificaciones se pueden consultar en la Figura 1.
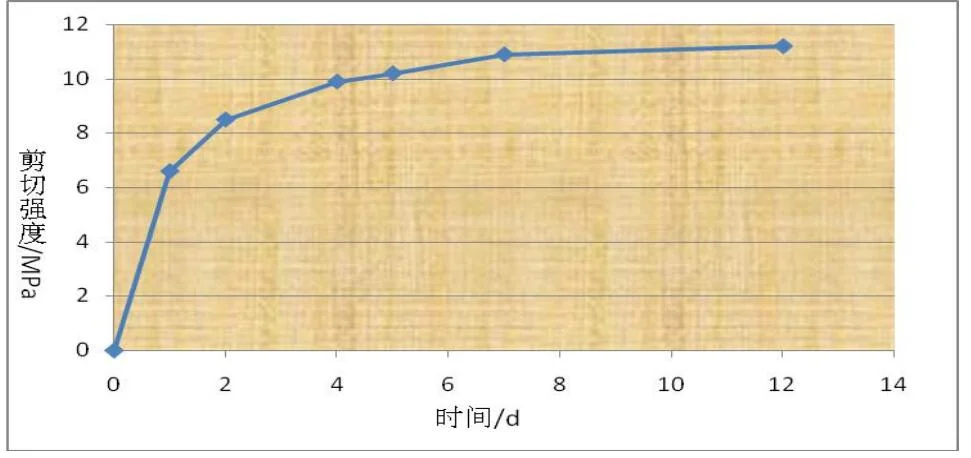
(6) Tiempo de prensado La velocidad de curado y el tiempo para formar adhesión varían con la temperatura. La velocidad de curado es más lenta y el prensado lleva más tiempo ya que la temperatura es más baja; la velocidad de curado es más rápida y el prensado lleva menos tiempo a medida que la temperatura es más alta. El tiempo de prensado es de 5-8 horas a 23ºC. El tiempo de curado total es de 7 días. Las especificaciones se pueden consultar en la Figura 2.
(7) Condiciones de trabajo Condiciones de trabajo recomendadas: temperatura 5-30ºC, humedad relativa <80ºC. La velocidad de curado se verá afectada si la temperatura es demasiado baja. Y se formarán demasiadas burbujas si la humedad es demasiado alta.
(8) Limpiador recomendado: acetona, butanona
ESPECIFICACIÓN
Resina (Flexibond 8205HV): 25,0 kg/cubo Endurecedor (Flexibond 8200): 5,0 kg/cubo El embalaje se puede ajustar según los requisitos del cliente.
TABLA DE RESISTENCIA AL CORTE



Tapas giratorias de 28 mm. :próximo
Mándanos